Titanyum levha haddeleme işlemi hangi adımları içerir (ilk haddeleme, sıcak haddeleme, soğuk haddeleme vb. gibi)? Hangi tip haddehane kullanılıyor? Plakanın tekdüze mikro yapısını ve performansını sağlamak için haddeleme sıcaklığı ve indirgeme nasıl kontrol edilir?
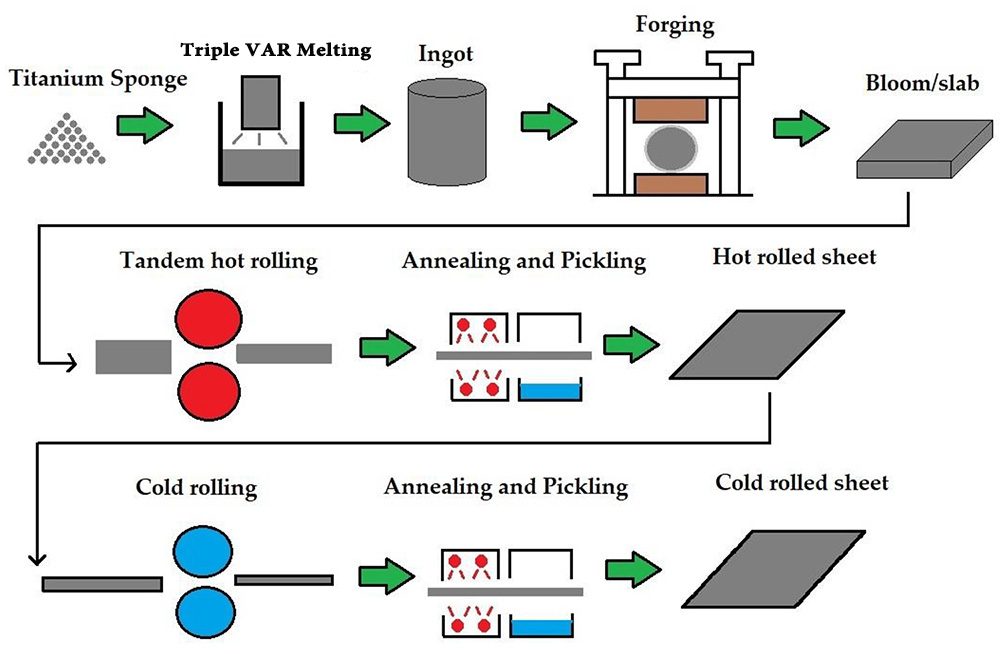
Titanyumun haddelenmesi ve titanyum alaşımlı plakalar malzeme bilimi, mekanik kontrol ve proses optimizasyonunu birleştiren karmaşık bir süreçtir. Proses akışı üç temel aşamaya ayrılabilir: ilk haddeleme, sıcak haddeleme ve soğuk haddeleme. Her aşama, belirli haddehane ekipmanına ve proses parametrelerine karşılık gelir.
(1) İlk haddeleme aşaması
İlk haddelemede genellikle iki silindirli tersinir haddehane kullanılır. Ana görevi, titanyum alaşımı külçesinin sütunlu kristal yapısını kırmak ve ilk plastik deformasyonu sağlamaktır. Bu aşamada, külçe ısıtma sıcaklığı sıkı bir şekilde kontrol edilmeli (genellikle β faz bölgesinin 30-50°C üzerinde) ve döküm kusurları, küçük deformasyon haddelemesinin çoklu geçişleri (geçiş başına azalma ≤%15) yoluyla ortadan kaldırılmalıdır. Changzhou Bokang Special Material Technology Co., Ltd., külçe homojenleştirme sürecini optimize ederek ve deformasyon direncini tahmin etmek için sayısal simülasyonu birleştirerek, ilk haddeleme aşamasının mikroyapı tekdüzeliğini önemli ölçüde geliştirdi.
(2) Sıcak haddeleme aşaması
Sıcak haddeleme, aβ iki fazlı bölgede büyük deformasyon işlemini gerçekleştirmek için dört silindirli, geri dönüşü olmayan bir haddeleme makinesi veya evrensel bir haddeleme makinesi kullanır. Bu aşamada, taneler dinamik yeniden kristalleştirme ile rafine edilir ve malzemenin plastisitesini sağlamak için son haddeleme sıcaklığı (genellikle 850 ° C'den az olmamalıdır) kontrol edilmelidir. ±10°C'lik bir sıcaklık doğruluğu elde etmek için indüksiyonlu ısıtma dengeleme sistemi ile birlikte kutu tipi bir ısıtma fırını kullanılır. Sıcak haddeleme geçişindeki azalmanın dağıtımı "piramit" prensibini takip eder, yani ilk birkaç geçişte %20-25'lik bir azalma kullanılır ve sonraki geçişlerde kademeli olarak %35-40'a yükselir, aşırı tane büyümesini etkili bir şekilde önlemek için geçişler arasında hızlı bir su soğutma işlemi ile birleştirilir.
(3) Soğuk haddeleme aşaması
Soğuk haddeleme, esas olarak plakanın yüzey kalitesini ve boyutsal doğruluğunu iyileştirmek için dört silindirli veya altı silindirli soğuk haddeleme makinesinde gerçekleştirilir. Bir ara tavlama işlemiyle birlikte çok sayıda küçük deformasyon haddelemesinin (tek geçişte azaltma ≤%10) kullanılması gerekir ve kümülatif deformasyon %80'den fazlasına ulaşabilir. Changzhou Bokang, silindir çapraz teknolojisini tanıtarak plaka şekli kontrol doğruluğunu ±5μm'ye çıkardı. Ürettiği tıbbi sınıf titanyum plakaların yüzey pürüzlülüğü Ra≤0,2μm olup uluslararası lider seviyeye ulaşmaktadır.
Titanyum haddeleme ekipmanının seçimi, nihai plakanın kalitesini doğrudan etkiler ve malzeme özelliklerine göre tasarlanması gerekir:
(1) Haddehane tipinin seçimi
Birincil haddehane: Hidrolik AGC (otomatik kalınlık kontrolü) sistemi ile donatılmış, kapalı uçlu, iki silindirli, tersinir bir haddeleme makinesi kullanılır ve kavrama durumunu optimize etmek için silindir çapı oranı 1,8-2,2 arasında kontrol edilir.
Sıcak haddehane: Çalışma rulo çapı 350-400 mm ve destek rulo çapı 1400-1600 mm olan, bükme silindiri sistemi ve rulo kaydırma cihazı ile donatılmış dört silindirli, geri dönüşü olmayan bir haddehane kullanılır ve plaka şekli kontrol doğruluğu ± 15I'ye ulaşır.
Soğuk haddehane: UC/VC kombine hadde sistemi altı silindirli haddehane kullanılır, ara merdanenin eksenel kaydırma stroku ±150 mm'dir ve kapalı döngü kontrolünü sağlamak için bir lazer hız ölçer ve kalınlık ölçer kullanılır
(2) Rulo sistemi malzeme optimizasyonu
Çalışma silindiri, yüksek kromlu demir bazlı alaşımdan (Cr12MoV) yapılmıştır ve yüzeye, titanyum yapışmasına etkili bir şekilde direnç gösteren HV1200'den daha fazla sertliğe sahip bir CrN/Al2O3 kompozit kaplama püskürtülmüştür. Destek silindiri, sonsuz soğutulmuş dökme demir santrifüj döküm teknolojisini benimser ve silindir şeklinin stabilitesini sağlamak için silindir yüzey sertliği gradyan farkı HS15 içerisinde kontrol edilir.
Sıcaklık ve deformasyonun doğru kontrolü, titanyum plaka yapısının ve performansının tekdüzeliğini sağlamanın anahtarıdır ve çok parametreli bir bağlantı kontrol modelinin oluşturulması gerekir.
(1) Sıcaklık kontrol sistemi
Isıtma işlemi: Üç aşamalı bir ısıtma sistemi benimsenmiştir (ön ısıtma bölümü 600-700°C/yalıtım bölümü 850-950°C/ısıtma bölümü 900-980°C) ve gerçek zamanlı sıcaklık izleme elde etmek için bir kızılötesi termometre kullanılır
Haddeleme prosesi sıcaklık kontrolü: Bitirme haddeleme aşamasında, bir rulo püskürtme sistemi (su hacmi kontrol doğruluğu ±0,5L/dak) kullanılır ve haddelenmiş parçanın sıcaklık dalgalanmasını ±20°C dahilinde kontrol etmek için bir dirençli ısıtma dengeleme sistemi kullanılır.
Nihai haddeleme sıcaklığı yönetimi: Sıcaklık alanı dağılımı sonlu eleman simülasyonu yoluyla tahmin edilir ve haddelenen parçanın sıcaklığını sağlamak için geçişler arasında bir sıcaklık bekleme süresi modeli oluşturulur. Nihai haddeleme sıcaklığının, faz dönüşüm noktasının 50°C altında olmadığından emin olun
(2) İndirgemeyi optimize etmek için algoritma
Çok geçişli indirgeme dağılımı: Malzeme iş sertleştirme modeline dayalı olarak, her geçişteki deformasyonun "parabolik" olmasını sağlamak amacıyla her geçişteki azalmanın dağılımını optimize etmek için bir genetik algoritma kullanılır.
Dinamik azaltma ayarı: Yuvarlanma kuvveti, bir basınç göstergesi tarafından gerçek zamanlı olarak izlenir ve bulanık PID kontrol algoritması, yuvarlanma aralığı sıçramasını telafi etmek için azaltmayı otomatik olarak ayarlamak için kullanılır (telafi doğruluğu ±0,02 mm)
Deformasyon kontrolünü sınırlayın: Kritik bir azaltma kriteri belirleyin (ε_c=0,6σ_s/K), burada K malzeme işleme Sertleştirme katsayısıdır, tek geçişli azaltmanın kritik değerin %85'ini aşmadığından emin olun
(3) Yapının tekdüzeliğini sağlamaya yönelik önlemler
Tane boyutu kontrolü: Z parametresi (Z=ε·exp(Q/RT)) aracılığıyla dinamik yeniden kristalleşme hacim fraksiyonunu kontrol edin ve tekdüze eş eksenli taneler elde etmek için Z değerini 10-15 arasında tutun
Doku optimizasyonu: Taban yüzey dokusunu etkili bir şekilde zayıflatmak için çapraz haddeleme işlemini (plakayı geçiş başına 45° döndürün) asenkron haddeleme teknolojisiyle (üst ve alt silindirler arasındaki hat hızı farkı %10-15'tir) birlikte kullanın.
Artık gerilim kontrolü: Çekme gerilimi-basınç gerilimi dönüşümlü haddeleme işlemi sayesinde, tavlama sırasındaki Gerilim gevşetme işlemiyle birlikte artık gerilim ±20MPa dahilinde kontrol edilir
Titanyum levha haddeleme işlemi, tam süreçli bir kalite kontrol ağının kurulmasını gerektirir. Changzhou Bokang, ISO9001/ISO13485 sistem sertifikasını geçti ve "hammadde denetimi-proses izleme-bitmiş ürün testi" olmak üzere üç seviyeli bir kalite kontrol sistemi oluşturdu:
Çevrimiçi algılama: ±0,02 mm kalınlık toleransı ve ±8I plaka şekli toleransının çevrimiçi kontrolünü sağlamak için plaka şekli ölçer, kalınlık ölçer, yüzey dedektörü ile donatılmıştır.
Organizasyon tespiti: EBSD teknolojisi, tane boyutunun ASTM Grade 8'in ≥%90 ince oranına sahip olmasını sağlamak amacıyla tane yönelimini analiz etmek için kullanılır
Performans doğrulaması: Mekanik özellikler çekme testi, darbe testi ve korozyon testi ile doğrulanır. Tıbbi sınıf titanyum plakanın gerilme mukavemeti ≥850MPa'dır ve uzama ≥%18 olup ASTM F136 standardını karşılar
Tahribatsız muayene: %100 kusur tespit geçiş oranını sağlamak amacıyla dahili kusurları tespit etmek için ultrasonik aşamalı dizi teknolojisi kullanılır
Şu anda titanyum levha haddeleme teknolojisi üç ana gelişme eğilimi göstermektedir:
Akıllı haddeleme: Proses parametrelerinin çevrimiçi optimizasyonunu sağlamak için dijital ikiz teknolojisi aracılığıyla sanal bir haddeleme modeli oluşturulur;
Net'e yakın şekillendirme teknolojisi: 0,016 inçlik ultra ince plakaların sürekli üretimini sağlamak için ultra ince titanyum plaka sürekli haddeleme teknolojisini geliştirin;
Yeşil üretim teknolojisi: Elektroplastik haddeleme (EPR) teknolojisi, haddeleme sıcaklığını 30-50°C düşürmek ve enerji tüketimini azaltmak için kullanılır.
 Bize Sor
Bize Sor
 Dil
Dil